Overview
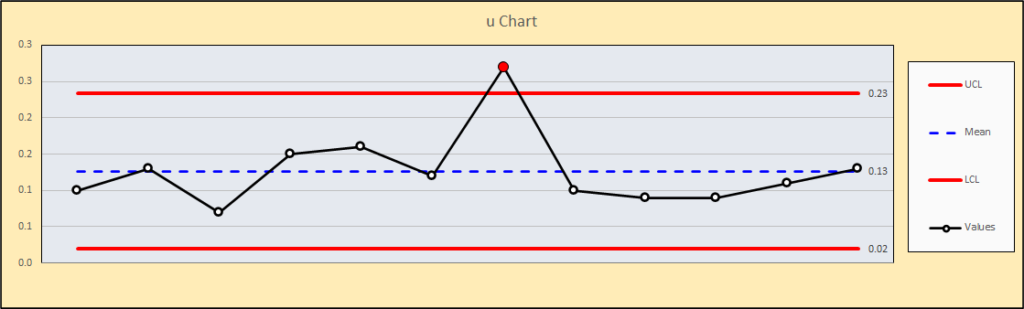
Control charts are powerful tool that can help you see when there have been statistically significant changes to your process. In simple terms, you can think of control charts as run charts, but with some additional intelligence added. For example, control charts include upper and lower “control” limits. These limits show how far away from the mean you would expect a point to fall given the normal course of business. If a point falls beyond one of those limits (as in the example below), that means something unexpected has likely happened, and you should investigate to find out what that was. There are a number of reasons why points on your control chart might appear “out-of-control”, and SuperEasyStats will help you see when that happens.
Selecting a control chart
The first question you need to consider when selecting a control chart is what type of data you’ll be charting. You can create a chart for variable data (measured) or attribute data (counted data, good/bad, pass/fail). Here are some examples:
- Variable data – The length or weight (or other measure) of a part, or the time required to complete a task, or the rating of a variable on a measured scale, etc.
- Attribute data – The number of defects on a form, or the number of items that meet a certain criteria, etc.
The type of data you’re using for your chart will dictate which charts you can use. Generally speaking, variable data charts provide more information because in addition to creating a chart of the measurement itself, the software will also create an additional chart showing the range or standard deviations of the measurements. This additional chart can help you spot unusual conditions worthy of investigation.
Variable data charts
There are three chart options available for variable data: X-Bar R, X-Bar S, and Individuals with Moving Range (I-MR). Before deciding which chart to use, it’s important to consider the following:
When collecting data for a variable control chart, it’s recommended that–rather than plotting data points representing individual measurements–you should instead plot data points that represent a sample of multiple measurements. What does that mean, exactly? Let’s consider an example:
Suppose you want to create a control chart for the length of customer service calls at your company. One way to collect data would be to randomly select a call every hour, record it’s length, and plot that value on your chart. While there’s no rule against creating your chart that way, it may not be the best choice. A lot of the power of variable control charts is based on the assumption that your data is normally distributed. Unfortunately, the individual values you choose may not create a Normal distribution, reducing the utility of your control chart.
A better way to plot your customer service calls while increasing that chance that the plotted data will be normal is to sample multiple measurements, average them together, and plot that average value instead of plotting the value of a single data point. So how would that work in practice? Instead of selecting a single call each hour, you could instead select multiple calls each hour (say, 5 calls), and calculate the average of those times. Then plot that average value on the chart, instead of the individual values. In this example. we refer to the 5 calls you measure each hour a “subgroup” (and the subgroup size is, of course, 5). By averaging multiple measurements together, your chart will benefit from the power of the Central Limit Theorem, meaning your plotted data will very likely be normally distributed.
So, if possible, we recommend you plot subgroups rather than individual values, but we realize that may not work in all situations. Fortunately, there are options for either approach:
- X-Bar R – Select this option if each of the following is true (learn more about X-Bar charts):
- You’re charting variable (measured) data.
- You will be “subgrouping” your data as described above.
- The subgroups will all be the same size.
- Your subgroup size is between 2 and 9.
- X-Bar S – Select this option if each of the following is true (learn more about X-Bar charts):
- You’re charting variable (measured) data.
- You will be “subgrouping” your data as described above.
- The subgroups are not all the same size, or your subgroup size is between 10 and 25.
- Individuals with Moving Range (I-MR) – Sometimes it’s not easy, or even possible, to collect data in subgroups. For example, if you need to destroy a sample to measure its value, or if it takes a long time to generate a data point (e.g., for a monthly process). In that case, you can plot individual data points using the I-MR chart. Learn more about I-MR charts.
Attribute data charts
There are four chart options available for attribute data: np-Chart, p-Chart, c-Chart, and u-Chart. Before deciding which chart to use, it’s important to consider the following. Attribute charts are often used to track “defects” and “defectives” (though you can plot any counted variable). But it’s important to understand the difference between defects and defectives before selecting the appropriate control chart. To illustrate the difference, consider this example:
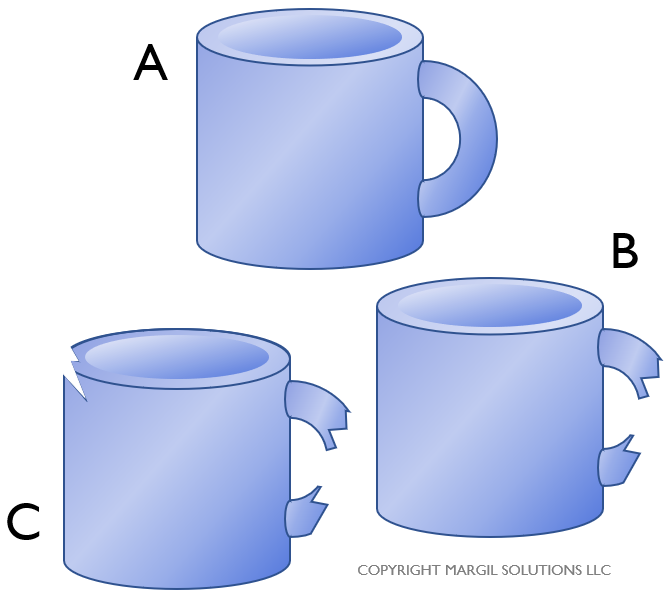 You have three mugs. One mug (A) is free of any defects. However, one of the mugs (B) has a broken handle, and another mug (C) has a broken handle and a chip in the rim. In this case, we can say the following:
You have three mugs. One mug (A) is free of any defects. However, one of the mugs (B) has a broken handle, and another mug (C) has a broken handle and a chip in the rim. In this case, we can say the following:
- There are 2 defective mugs.
- There are 3 total defects.
- There is 1 defect per unit.
If you want to plot a count of how many items are defective, you can use either a p-Chart or an np-Chart. If you want to plot the number of defects, you can use a c-Chart or a u-Chart. But let’s provide more information on how to choose a chart.
Charts for Defectives
- np-Chart – Select this option if each of the following is true (learn more about np-Charts):
- You’re counting the number of defective units (or the number of units that meet a specific criteria) in a sample.
- The total number of units in the sample is constant. For example, you work in a jelly bean factory and every hour you take a sample of 100 jelly beans and count how many in the sample are blue.
- p-Chart – Select this option if each of the following is true (learn more about p-Charts):
- You’re counting the number of defective units (or the number of units that meet a specific criteria) in a sample.
- The total number of units in the sample can vary. For example, you’re counting the number of defective forms submitted per week, but the total number of forms submitted each week varies.
Charts for Defects
- c-Chart – Select this option if each of the following is true (learn more about c-Charts):
- You’re counting the total number of defects in a sample.
- The total number of units in the sample is constant. For example, each week you take a sample of exactly 20 forms and count the total number of defects.
- u-Chart – Select this option if each of the following is true (learn more about u-Charts):
- You’re counting the number of defects in a sample.
- The total number of units in the sample can vary. For example, you work in a jelly bean factory and every hour you grab a handful of jelly beans. Each handful might have a different number of beans in it. You then count the total number of defects (nicks, scrapes, cracks, etc.) you find the in the sample.